این دستگاه در زمینه عمومی مهندسی مکانیک و زمینه فنی مکانیک ساخت و تولید در حوزه تخصصی ابزار دقیق مرتبط با دستگاه های سوراخکاری اتوماتیک و سوپر دریل ها جای دارد.
مشکل فنی و بیان اهداف اختراع
در صنعت برای ایجاد سوراخ در قطعات بر حسب میزان دقت مورد نظر،جنس قطعه کار،عمق و ابعاد سوراخ،تعداد سوراخ،هزینه و صرفه اقتصادی از روش های متفاوتی استفاده میشود که از آن جمله میتوان به دریل دستی،دریل ستونی،دریل یونیورسال،فرز های دستی و اتوماتیک،سوپر دریل،لیزر و … اشاره کرد.
یکی از چالشهای موجود در این حوزه جلوگیری از شکست ابزار و به حداقل رساندن هزینه های ناشی از آن در ایجاد سوراخ های بسیار ریز با قطر کمتر از یک میلیمتر تا یکدهم میلیمتر(در حدود ضخامت موی انسان) و کمتر از آن هست که در صنایعی همچون الکترونیک برای ساخت مدارات مجتمع و بردها، صنعت هوافضا در ساخت نازل های سوخت و مسیر های خنک سازی پره های توربین،اپتیک و لیزر،تجهیزات پزشکی و … کاربرد فراوان دارد و از آنجایی که در حوزه ابزار دقیق،ابزارها نیز همچون دستگاه ها از نقطه نظر اقتصادی بسیار حائز اهمیت هستند،پژوهش ها و تکنولوژی های امروزه در صدد هرچه به صرفه تر کردن ابزار های مصرفی موجود،از ساخت مواد جدید مقاوم تا ابداع روش ها و دستگاه هایی برای به حداقل رساندن هزینه های اقتصادی ناشی از مواد و ابزار مصرفی بکار گرفته می شوند.
به عنوان مثال قیمت یک مته دو دهم میلیمتری نسبت به مته دو میلیمتری میتواند تا ده برابر و در مورد مته های با جنس های خاص بسیار بیشتر باشد.این مته ها بسیار حساس بوده و به راحتی می شکنند.پس زمانیکه تنها در یک قطعه کار، چند صد سوراخ به این قطر باید ایجاد شود، اهمیت استفاده از روشی که کمترین احتمال شکست مته را داشته باشد بسیار حائز اهمیت خواهد بود.
عواملی که حین کار موجب شکست ابزار می شود عموما به دو دسته انسانی ( خطای اپراتور) و غیر انسانی ( عموما ناشی از عدم همگونی جنس قطعه کار و عوامل دیگر …) تقسیم می شوند.عواملی همچون وجود مک و تخلخل در قطعه کار،یکنواخت نبودن سختی در کل قطعه،تغییر جنس بویژه در مواد کامپوزیت ها عواملی هستند که چالشهایی را برای سوراخکاری بوجود می آورند.
هدف از ساخت دستگاه دریل ستونی اتوماتیک با هد هوشمند مجهز به حسگر تشخیص نیروی مته، ارائه روشی برای حل مشکلات موجود خواهد بود که با سنجش میزان نیروی اعمالی به نوک مته در حین عملیات سوراخکاری اجازه نمیدهد تا نیرو از حد مجاز در نظر گرفته شده بیشتر شود و بدین صورت مته هرگز نمی شکند. با در نظر گرفتن محدوده نیروی مناسب برای هر سایز و جنس مته نه تنها از شکست آن جلوگیری میشود بلکه میتوان عمر مفید ابزار را در قیاس با روش های کنونی بسیار افزایش داد.با این تکنیک دیگر ابزار در اثر شوک ناشی از تخلخل و مک یا تغییر جنس و سختی نمی شکند زیرا در هر لحظه نیروی اعمالی به مته اندازه گیری میشود و دستگاه بسته به شرایط جدید میزان نفوذ در قطعه کار را تشخیص میدهد.
شرح وضعیت دانش پیشین و سابقه پیشرفت هایی که در ارتباط با اختراع ادعایی وجود دارد
در حال حاضر سوراخ های ریز با روش های زیر صورت می پذیرد:
- فرز های CNC : این روش نسبت به سایر روشها عمومیت بیشتری دارد.در این روش از دستگاه های فرز با کنترل کامپیوتری ( CNC ) استفاده می شود.اپراتور سرعت دوران ابزار و میزان پیشروی و سایر پارامتر ها را از طریق رابط کاربری به کنترلر دستگاه میدهد و عملیات سوراخکاری اجرا میشود.در این پروسه هیچ بازخوردی از قطعه کار حین سوراخکاری دریافت نمیشود و تمام عملیات بر اساس اطلاعات تجربی که در قالب تعدادی پارامتر به دستگاه داده شده اجرا میشود لذا در عملیات سوراخکاری قطعاتی که دارای مک و تخلخل یا تغییر سختی و جنس هستند مشکلات زیادی بوجود می آید و شکست ابزار در این حالت به وفور رخ میدهد.
- دریل های تخلیه الکتریکی (EDM) : که به سوپر دریل ها نیز معروف اند برای ایجاد هر سوراخ در شرایط سخت که عموما برای دستگاه های فرز قابل انجام نمیباشند کاربرد دارند. این دستگاه دارای یک مته مخصوص است که از وسط آن سیال دی الکتریک عبور میکند و دارای حرکت دورانی حول محور خود است.مته به قطب منفی و قطعه کار به قطب مثبت متصل می شوند و با نزدیک شدن مته به قطعه کار و ایجاد قوس الکتریکی مقداری از قطعه کار برداشته میشود.این عمل تا ایجاد یک سوراخ کامل ادامه می یابد.گرچه در این روش میزان سختی قطعه کار اهمیتی ندارد ولی تنها برای سوراخکاری فلزات قابل استفاده است.
- لیزر : در این روش برای ایجاد سوراخ از پرتو با توان بالای لیزر استفاده می شود.این روش نیز دارای محدودیت هایی از جمله در میزان عمق سوراخکاری ( نمیتوان سوراخ های عمیقی با این روش ایجاد کرد ) و همچنین جنس قابل سوراخکاری ( موادی که نور لیزر را از خود عبور دهند و یا آنرا منعکس کنند به این روش قابل سوراخکاری نیستند) می باشد.
قیمت زیاد این دستگاه ها،عدم دسترسی آسان،مهارت و دانش فنی بالای مورد نیاز در بکارگیری دستگاه و تکنولوژی بالای ساخت آنها از دیگر معایب این روشها است.
دستگاه دریل ستونی اتوماتیک با هد هوشمند مجهز به حسگر تشخیص نیروی مته،راه حلی است که بر مبنای حلقه گمشده بازخوردگیری از ابزار در تعامل با قطعه کار طراحی و ساخته شد.بدین صورت که به جای تحمیل شروط عملیات بر ابزار،از خود ابزار برای سنجش شرایط در هر لحظه کمک میگیریم و این دستگاه خواهد بود که تصمیم میگیرد هر لحظه به چه میزان پیشروی داشته باشد.
ارائه راه حل برای مشکل فنی موجود همراه با شرح دقیق و کافی و یکپارچه اختراع
در این روش ابداعی از سیستم بازخورد نیروی اعمالی به نوک مته در تماس با قطعه کار حین عملیات سوراخکاری بصورت درلحظه (Real Time) استفاده میشود که خود مشابهی ندارد و برخلاف روشهای ذکر شده در بالا محدودیتی در انتخاب جنس قطعه برای سوراخکاری ندارد.همچنین در مواجهه با عیوب قطعه کار از جمله تخلخل ها و ناهمگونی جنس و یا مواد مرکب (کامپوزیتها) که جنس و سختی مواد در قطعه متغییر است،دچار اختلال نشده و امکان شکست ابزار وجود ندارد چرا که نیروی وارد بر مته در لحظه پردازش شده و دستگاه هیچگاه نمیگذارد این نیرو از حد مجاز تعیین شده فراتر رود و مته بشکند.
ساختمان دستگاه دریل ستونی اتوماتیک با هد هوشمند مجهز به حسگر فشار نوک مته شامل دو بخش مکانیکی و الکترونیکی است.
بخش مکانیک:
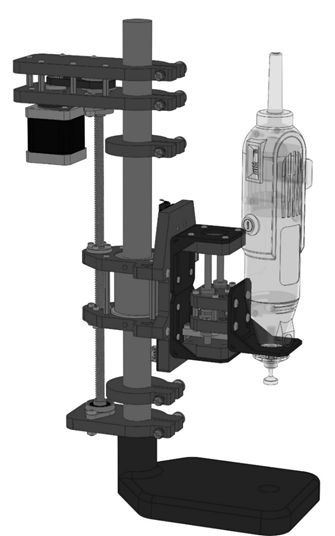
مکانیک دستگاه شامل پایه نگهدارنده دستگاه (1) ، محور عمودی دستگاه (2) ، پیچ انتقال قدرت (3) ، بلوک انتقال قدرت (4) ، بلوک نگهدارنده انتهایی پیچ انتقال قدرت (5) ، بلوک حرکتی محور z (6) ، هد دستگاه (7) و محدود کننده کورس حرکتی (8) می باشد ( قطعات اشاره شده مربوط به نقشه شماره 1 می باشند).
پایه نگهدرنده دستگاه، محل قرار گیری محور عمودی دستگاه،همچنین گیره و قطعه کار است. محور عمودی دستگاه از یک شفت هارد کروم ساخته شده که در محل تعبیه شده بر روی پایه نگهدارنده دستگاه نصب و سایر اجزا بر روی آن مونتاژ می شوند.پیچ انتقال قدرت یک لیداسکرو است که از طریق دو عدد یاتاقان بلبرینگ خود تنظیم – یکی در بلوک انتقال قدرت و دیگری در بلوک نگهدارنده انتهایی پیچ انتقال قدرت- از بالا و پایین مهار شده و تنها دارای یک درجه آزادی گردش به دور محور خود می باشد.
بلوک انتقال قدرت : این بخش شامل یک موتور پله ای (2) است که نیروی مورد نیاز جهت عملیات سوراخکاری را فراهم می آورد.حرکت دورانی موتور از طریق مکانیزم پولی (14)(15) و تسمه (16) به پیچ لیداسکرو (پیچ انتقال قدرت) منتقل میشود.برای افزایش گشتاور و نیروی انتقالی، پولی های با نسبت 2 به 1 انتخاب شده اند.پیچ های (12) و مهره های تنظیم (13) در جلو، این مجموعه را بر روی محور عمودی دستگاه تنظیم و ثابت نگه میدارند( قطعات اشاره شده مربوط به نقشه شماره 2 می باشند).
بلوک نگهدارنده انتهایی پیچ انتقال قدرت: شامل یک یاتاقان بلبرینگ خود تنظیم (2) که بر روی پایه (1) قرار دارد و وظیفه مهار پیچ انتقال قدرت و تنظیم راستای آنرا به عهده دارد.پیچ (5) و مهره تنظیم (6) برای تنظیم و ثابت نگه داشتن این مجموعه بر روی محور عمودی دستگاه بکار میرود( قطعات اشاره شده مربوط به نقشه شماره 3 می باشند).
بلوک حرکتی محور z : این مجموعه شامل دو عدد مهره لیداسکرو (4) است که حرکت دورانی پیچ انتقال قدرت را به حرکت خطی تبدیل و امکان حرکت رفت و برگشتی بلوک حرکتی محور z و در نتیجه هد دستگاه را فراهم می آورد.همچنین یک بلبرینگ خطی (1) ضمن تامین حرکت نرم و دقیق این مجموعه، درجه آزادی آنرا محدود به حرکت خطی در محور عمودی دستگاه می کند.هد دستگاه از طریق پیچ (11) و مهره (9) به این مجموعه متصل می گردد( قطعات اشاره شده مربوط به نقشه شماره 4 می باشند).
هد دستگاه: زیر مجموعه حامل ابزار – متشکل از شفت هارد کروم (12) و بلبرینگهای خطی (17) که حرکت با یک درجه آزادی در راستای محور عمودی دستگاه را فراهم میکنند،همچنین براکت نگهدرنده ابزار (23) که با پیچ (22) و مهره (7) بر روی نگهدارنده بلبرینگ (16) نصب میشود – ، پایه شفت (10) که مجموعه حامل ابزار را بر روی هد مستقر میکند،همچنین سنسور وزن استرین گیچ تمام پل نیز که بر روی نگهدارنده (8) از طریق اسپیسر (13) و پیچ (21) و مهره (2) نصب میشود، مجموعه هد دستگاه را تشکیل می دهند.همچنین میکروسوییچ حد بالا (۵) و میکروسوییچ حد پایین (6) بر روی صفحه (4) قرار دارند( قطعات اشاره شده مربوط به نقشه شماره 5 می باشند).
محدود کننده کورس حرکتی: با استفاده از این قطعه که شامل قطعه (1) است میتوان حد حرکت بلوک حرکتی محور z / هد دستگاه را تعیین کرد.بدین منظور با استفاده از پیچ (2) و مهره تنظیم (3) می توان محل آنها را بر روی محور عمودی دستگاه تعیین و تنظیم کرد.میکروسوییچ های موجود بر روی هد دستگاه در برخورد با محدودکننده های کورس حرکتی فرمان الکتریکی مربوطه را به بخش الکترونیکی دستگاه ارسال میکنند. ( قطعات اشاره شده مربوط به نقشه شماره 6 می باشند).
نیروی وارده بر مته بدین صورت محاسبه می شود که چون مجموعه حامل ابزار می تواند آزادانه در راستای محور دستگاه حرکت کند،تمام وزن خود را بر روی سنسور وزن که در زیر آن تعبیه شده قرار میدهد.این سنسور در زمان سوراخ کاری و قبل از شروع به کار وزن مجموعه پیش بار را محاسبه کرده و آنرا به عنوان مبدا اندازه گیری قرار میدهد.در هنگام برخورد مته با قطعه کار،سنسور نیروی عکس العمل قطعه کار را که به مته و رو به بالا اعمال میشود،به عنوان نیروی وارده بر مته،تشخیص و محاسبه میکند.
نیروی اولیه محاسبه شده توسط سنسور
از آنجاییکه همواره قبل از اجرای عملیات سوراخکاری،وزن مجموعه حامل ابزار که مته و دستگاه دریل را نیز شامل میشود به عنوان مبدا اندازه گیری نیرو حین عملیات سوراخکاری در نظر گرفته میشود،با تعویض سایز مته و یا نوع دستگاه دریل بکار گرفته شده،تغییری در محاسبات نیروی وارده بر مته و اخلال در عملکرد دستگاه رخ نخواهد داد.
واحد پردازش الکترونیکی دستگاه نیروی اعمالی بر مته را در لحظه با حداکثر نیروی مجاز تعیین شده توسط اپراتور مقایسه میکند و نیروی رو به پایین موتور تا زمانی ادامه مییابد که نیروی اعمالی بر مته از حد مجاز تجاوز نکند و به محض افزایش از مقدار مجاز،حرکت موتور معکوس شده تا هم نیروی اعمالی بر مته کاهش یابد ( تا به صفر برسد) و نیز پلیسه های حاصل از براده برداری از محل سوراخ خارج شده و سپس مجددا حرکت رو به پایین آغاز میشود.این فرآیند تا اتمام عملیات سوراخکاری و رسیدن به انتهای کورس حرکتی ادامه می یابد.
بخش الکترونیک:
این بخش از سه بورد تشکیل شده است :
- بورد اصلی دستگاه (5) که وظیفه کنترل موتور پله ای،ارتباط و دریافت داده های سنسور وزن ، میکروسوییچ ها، انکودر و کلیدهای ورود داده، و نمایش مقادیر داده ورودی در نمایشگر را بر عهده دارد.پردازنده اصلی میکرو کنترلر از درایور DRV8825 در قالب ماژول MKS StepTest V1.0 استفاده شده است.در این ماژول امکان تنظیم سرعت رفت و برگشت هد دستگاه از طریق یک ولوم پتانسیومتر وجود دارد.تغذیه اصلی مدار از طریق برق 220 ولت AC تامین میشود.تغذیه موتور پله ای نیز بصورت مجزا از طریق برق 24 ولت DC صورت میگیرد.( قطعات اشاره شده مربوط به نقشه شماره 7 می باشند).
- بورد نمایشگر و انکودر (11) : از انکودر چرخشی برای تعیین حداکثر نیروی مجاز وارد بر نوک مته از طریق گردش ولوم آن بصورت ساعتگرد(افزایش نیرو) و پادساعتگرد(کاهش نیرو) استفاده می شود.این مقدار ورودی توسط پردازنده دریافت و در نمایشگر نشان داده می شود.انکودر همچنین دارای یک کلید فشاری ست که جهت شروع به کار عملیات سوراخکاری بکار میرود. جهت ارتباط انکودر و بورد اصلی از کابل انکودر (16) و برای اتصال نمایشگر به بورد اصلی از کابل نمایشگر (15) استفاده می شود.همچنین نمایشگر دارای یک ورودی کارت ذخیره (SD Card) با قابلیت خواندن و نوشتن می باشد که می توان اطلاعات مربوط به حداکثر نیروی مجاز اعمالی بر مته را برای مته با سایز و جنس های مختلف بر روی یک SD Card ذخیره و در دستگاه فراخوانی کرد( قطعات اشاره شده مربوط به نقشه شماره 7 می باشند).
- بورد کنترل دستی (12) : این بورد از سه کلید فشاری تشکیل شده که دو عدد برای کنترل دستی حرکت هد دستگاه به سمت بالا و پایین و دیگری برای توقف دستی و راه اندازی مجدد بکار میرود.همچنین بر روی این بورد یک بازر جهت اعلام رسیدن به ابتدای کورس حرکتی جهت شروع عملیات یا انتهای کورس حرکتی و اتمام عملیات سوراخکاری تعبیه شده است.برای اتصال این بورد به بورد اصلی از کابل (17) استفاده می شود( قطعات اشاره شده مربوط به نقشه شماره 7 می باشند).
بیان واضح و دقیق مزایای اختراع ادعایی نسبت به اختراعات پیشین
در قیاس با روش های موجود اختراع حاضر دارای مزایای زیر می باشد:
- هزینه ساخت ،تعمیر و نگهداری آن به مراتب کمتر خواهد بود.
- طراحی کم حجم آن بگونه ایست که از آن بصورت یک دستگاه رومیزی (Desktop) می توان بهره برد.
- هد دستگاه بطور مجزا قابل جداسازی است و میتوان آنرا بر روی سایر دستگاه از جمله فرز CNC نصب کرد.
- رابط کاربری ساده آن موجب شده تا نیاز به تجربه بالای اپراتور در کار با دستگاه نباشد.
- حسگر فشار نوک مته از شکست با هر قطری حتی مته های با قطر دهم میلیمتر جلوگیری میکند و امکان شکست ابزار وجود ندارد
- محدودیتی برای سوراخکاری قطعه از لحاظ جنس وجود ندارد.
- امکان سوراخکاری هم در حالت کنترل دستی و هم اتوماتیک وجود دارد.
توضیح حداقل یک روش اجرایی برای به کارگیری اختراع
- روشن کردن دستگاه: کابل برق 220 ولت AC را به سوکت ورودی برق اصلی و کابل برق 24 ولت DC را به سوکت تغذیه موتور پله ای متصل کرده و کلید قطع و وصل تغذیه مدار را در حالت روشن قرار دهید.در این حالت هد دستگاه بطور خودکار به ابتدای کورس حرکتی خود میرود و در آنجا متوقف می شود.
- تعیین حداکثر نیروی مجاز وارد بر مته : با استفاده از ولوم انکودر چرخشی مقدار نیروی مجاز اعمالی به مته را تعیین کنید.با چرخش ساعتگرد انکودر این مقدار افزایش و در جهت عکس کاهش می یابد.مقدار ورودی بر حسب گرم نمایش داده میشود.
- تنظیم کورس حرکتی: پس از نصب دریل و مته بر روی براکت نگهدارنده ابزار باید حد بالا و پایین کورس حرکتی را تنظیم کنید.حد بالا را بگونه ای تنظیم کنید که گیره و قطعه کار به راحتی در زیر مته قرار گیرند و به هم برخورد نکنند.حد پایین را انتهای عمق سوراخکاری در نظر بگیرید.برای تنظیم حد بالا،ابتدا پیچ تنظیم محدود کننده کورس حرکتی بالایی را کمی باز کنید،سپس قطعه محدودکننده کورس را به محل مورد نظر جا به جا کرده و با سفت کردن پیچ تنظیم،آنرا در جای خود ثابت نمایید.حد پایین را نیز همانند حد بالا تنظیم کنید.در صورت نیاز با استفاده از کلید های حرکت دستی، هد دستگاه را به سمت بالا یا پایین انتقال دهید.
- شروع عملیات سوراخکاری: کلید توقف دستی را بزنید تا هد دستگاه به ابتدای کورس حرکتی خود برود.گیره و قطعه کار را در زیر مته در محل مورد نظر برای سوراخکاری قرار دهید.پس از روشن کردن دستگاه دریل، ولوم انکودر را فشار دهید تا عملیات سوراخکاری آغاز گردد.پس از پایان عملیات سوراخکاری و رسیدن به انتهای کورس حرکتی،هد دستگاه بطور خودکار به ابتدای کورس باز خواهد گشت.با تغییر مکان قطعه و فشار دادن کلید انکودر،میتوان سوراخ های دیگری ایجاد کرد.
با تعویض ابزار درصورت لزوم مقدار نیروی مجاز وارد بر مته جدید مجددا توسط اپراتور تعیین می گردد.
ذکر صریح کاربرد صنعتی اختراع
این دستگاه در موارد زیر قابل بکارگیری خواهد بود:
- صنعت ساخت بورد های الکترونیکی (PCB) . در این بورد ها ارتباط لایه های مختلف مدار از طریق سوراخهای بسیار ریز به نام ویا (Via) صورت میگیرد.توانایی ایجاد ویا با قطر کمتر به معنی توانایی تولید بورد های پیچیده تر خواهد بود.
- صنعت ساخت پره های توربین های جت . در این پره ها برای خنک سازی مسیر های باریک عبور سیال خنک کار ایجاد میشود.
- صنایع ساخت نازل ها. از جمله نازل پاشش سوخت در موتور های جت و احتراقی، نازل هد پرینتر های جوهر افشان، نازل پرینترهای سه بعدی FDM، نازل آبیاری تحت فشار،نازل اسپری مواد.
ثبت اختراع رایگان
Automatic drill press with smart head equipped with auto sensing of drill bit force
توجه: حق تقدم ناشی از ثبت این ایده پیشتر توسط شخصی دیگری دریافت شده است. استفاده از آن ممکن است منجر به شکایت حقوقی مالک شود.



